





技术文章
TECHNICAL ARTICLE

大尺寸ATE板技术案例
发布时间:2026-04-23 16:33:19
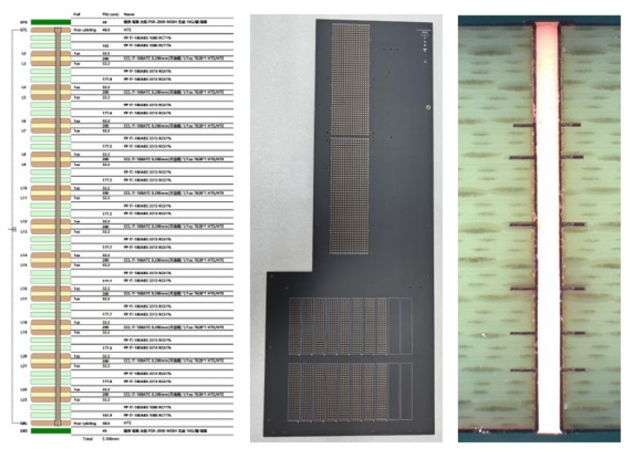 |
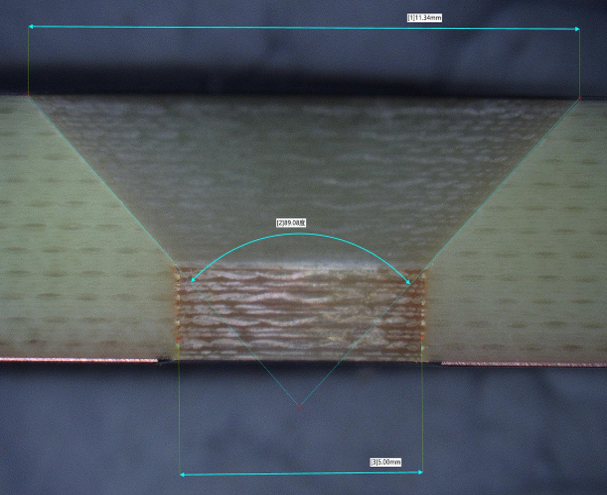
产品介绍 Ø 大尺寸:410mm*1030mm Ø 层数:24层 Ø 板厚5.0mm Ø 厚径比:20:1 Ø 材料:IT180ATC
|
技术难点:
1、大尺寸芯板对位控制难度大:产品拼板尺寸达457.2mm×1219.2mm,不具备PIN针对位条件,常规对位方式难以保证层间对位精度;
2、大尺寸板件树脂塞孔受限:拼板尺寸457.2mm×1219.2mm,超出现有水平真空塞孔机设备加工范围,无法实现常规树脂塞孔作业;
3、超大沉头孔加工超出常规能力:需加工直径12mm沉头孔,该开口尺寸超出行业常规加工能力,对刀具、设备及成型精度要求极高;
4、单拼板涨缩控制严苛:要求单拼板涨缩公差控制在0.1mm以内,产品残铜率低、易产生翘曲变形,涨缩一致性难以管控。
我司对策:
1、高端设备加持,保障高精度对位:采用多铆钉定位特殊钻孔方案,使用德国Schmoll钻机加工铆钉孔;内层图形采用奥宝LDI高精度曝光机制作;配板环节采用手动铆合及专用定位方案,首件通过X-Ray检查机确认对位精度;配合德国Lauffer压机压合,有效提升层间对位精度与介质层均匀性,保障产品基础质量稳定可靠。
2、工艺优化创新,解决大尺寸塞孔难题:针对拼板尺寸超出水平真空塞孔机加工能力问题,优化工艺路径,改用丝印机进行树脂油墨塞孔作业,以轻量化工艺调整解决大尺寸板塞孔瓶颈,满足设计与制程要求,小改变解决大难题。
3、专用刀具+高端设备,实现超大沉头孔加工:针对12mm超大沉头孔开口需求,采用专用成型刀具配合德国Schmoll钻锣一体机完成加工,实现超大孔径沉头孔高精度成型,加工能力处于行业领先水平。
4、全流程精细化管控,严控涨缩公差:围绕0.075mm涨缩公差要求实施全流程系数管控,依次执行烤板预处理、固定系数曝光、压合、X-Ray钻靶、固定系数钻孔等关键工序,实现板件涨缩精准控制,杜绝变形超标问题。